针对不锈钢反应釜,其核心特点与考量源于其材料本身的属性和在特定工业领域的应用要求。以下是系统性的梳理:
一、 核心特点
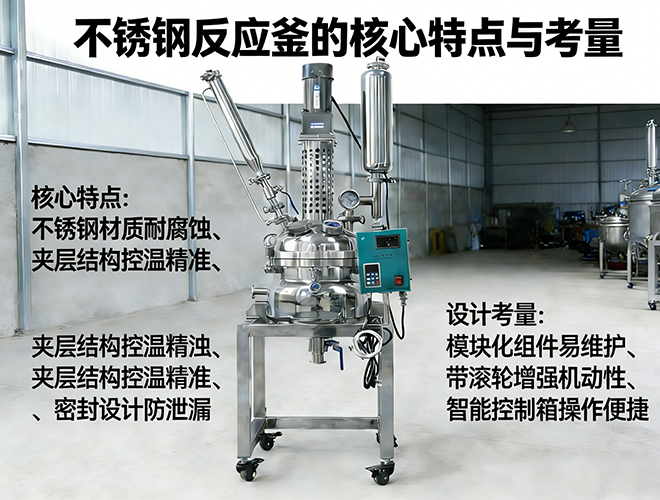
1.优异的耐腐蚀性(最核心特点)
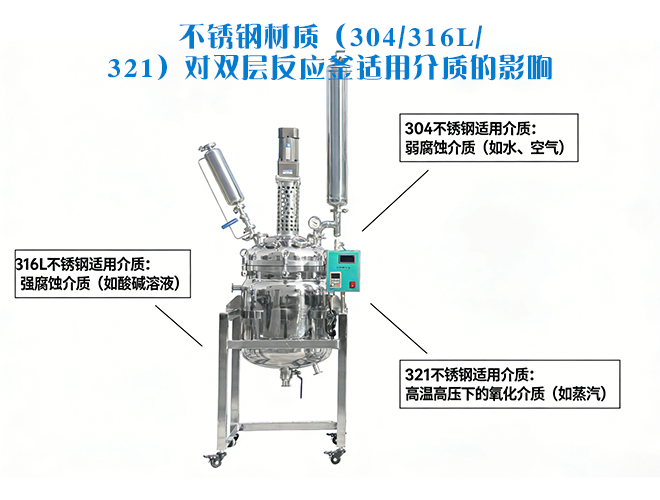
范围广泛: 对氧化性酸(如硝酸)、碱性溶液、有机酸、盐溶液及众多有机介质具有良好的耐受性,尤其在清洁或钝化状态下。
牌号是关键: 304(通用)、316(含Mo,耐点蚀更好)、316L(超低碳,抗晶间腐蚀)等,针对不同腐蚀环境有不同选择。
2.高机械强度与刚性
允许设计更薄的壁厚(相比搪玻璃或塑料衬里),实现更大的传热系数和更紧凑的结构。
能承受较高的操作压力、真空度以及搅拌系统(尤其是高速、大直径桨叶)产生的机械应力。
3.卓越的清洁性与表面光洁度
易于抛光: 内表面可进行机械抛光、电解抛光至镜面等级(如Ra < 0.4μm),实现极高的表面光洁度。
无污染性: 材料稳定,不易析出离子污染产品,符合食品、药品的卫生标准。
易清洗: 光滑表面不易挂料,支持高效的在位清洗(CIP)。
4.良好的热传导性
不锈钢的导热系数(约16-20 W/(m·K))显著优于搪玻璃,有利于夹套或盘管的传热,提高升降温速率和温度控制精度。
5.广泛的工作温度范围
可在深冷(-200°C以上)至中高温(视牌号和压力,常规使用可达400-500°C)环境下稳定工作。
6.加工与焊接性能良好
便于进行复杂的结构加工(如各种开口、夹套形式)、与不同形式的搅拌器及内构件的焊接连接。
二、 关键考量因素
1.腐蚀风险的精准评估(选材首要任务)
介质成分: 必须明确所有物料、中间体、清洗剂的化学组成。氯离子(Cl⁻) 是常见危险源,可能引发点蚀和应力腐蚀开裂(SCC)。
工况条件: 温度、浓度、pH值、是否存在停滞或浓缩区域、是否交替接触不同介质等,都会极大影响腐蚀速率。
牌号选择: 绝不能一概而论。例如,含钼的316/316L用于耐点蚀;低碳的316L用于焊接后需防晶间腐蚀的场合;对于苛刻环境,需考虑双相钢或更高等级合金。
2.表面处理与抛光等级
根据行业标准选择: 制药GMP要求通常最高(电抛光+机械抛光),食品次之,普通化工可能只需均匀的机械抛光。
目的: 减少微生物滋生、便于清洁、防止物料粘附、满足产品纯度要求。抛光质量直接影响CIP效果和产品批次间的交叉污染风险。
3.设计细节与制造工艺
焊缝质量: 必须采用与母材相匹配的焊材,进行高质量的焊接(如氩弧焊),并进行必要的焊后处理(如酸洗钝化、打磨抛光),消除焊缝及热影响区的腐蚀隐患。
避免缝隙: 搅拌桨与轴的连接、挡板与壁的连接等部位应设计为无缝隙或全焊透结构,防止缝隙腐蚀。
圆角过渡: 所有内角应圆滑过渡,避免应力集中和清洗死角。
4.搅拌与传热的协同设计
利用不锈钢良好的强度和导热性,可以设计更高效的搅拌系统(如大直径桨、组合式搅拌器)和传热结构(如半管夹套、内盘管),但需进行严谨的力学计算(如轴强度、临界转速)和热工计算。
5.成本效益分析
不锈钢(尤其是高等级合金)初期投资较高,但需从全生命周期成本(寿命、维护、产品损失、合规风险)进行综合评估。在合适的环境下,其耐用性和低维护成本优势明显。
6.特定行业法规符合性
制药: 需符合ASME BPE、FDA等规范,对材料证书、表面光洁度、可追溯性、清洁验证支持性有严格要求。
食品: 需符合食品安全法规(如中国GB 4806.9),通常要求提供材质证明。
压力容器: 设计、制造、检验需遵循相关压力容器规范(如ASME VIII Div.1, GB/T 150)。
总结与应用场景导向

总而言之,选择和使用不锈钢反应釜,本质上是在利用其卓越的理化性能与加工性能,同时通过精细的选材、设计和制造,来规避其潜在的腐蚀风险。这是一个“扬长避短”的系统工程,而非简单的材质替换。